


包装机械即完成全部或部分包装过程的一类机器。包装过程包括充填、裹包、封口等主要包装工序,以及与其相关的前后工序,如清洗、干燥、杀菌、堆码、拆卸等,也包括打印、贴标、计量等辅助工序。
包装机械的分类:
1.按包装机械的自动化程度分类。
(1)全自动包装机。全自动包装机是自动供送包装材料和内装物,并能自动完成其它包装工序的机器。
(2)半自动包装机。半自动包装机是由人工供送包装材料和内装物,但自动完成其它包装工序的机器。
2.按包装产品的类型分类。
(1)专用包装机。专用包装机是专门用于包装某一种产品的机器。
(2)多用包装机。多用包装机是通过调整或更换有关工作部件,可以包装两种或两种以上产品的机器。
(3)通用包装机。通用包装机是在指定范围内适用于包装两种或两种以上不同类型产品的机器。
3.按包装机械的功能分类。包装机械按功能不同可分为:充填机械、灌装机械、裹包机械、封口机械、贴标机械、清洗机械、干燥机械、杀菌机械、捆扎机械、集装机械、多功能包装机械.以及完成其它包装作业的辅助包装机械。我国国家标准采用的就是这种分类方法。
4.包装生产线。由数台包装机和其它辅助设备联成的能完成一系列包装作业的生产线,即包装生产线。
基于伺服驱动器内置功能的立式贴标机控制系统

摘要:高速贴标机对速度和位置控制精度要求很高,传统采用PLC检知色标传感器的定位控制方式性能欠佳。本文的新型控制系统采用合信技术E10系列伺服驱动器,利用其内置色标捕捉定长定位功能,由伺服驱动器独立完成送标动作,极大地提高了贴标效率和精度。
Abstract: High-speed Labeler requests high precision of speed and position control, the common way of PLC sends pulses directly with poor performance. We design the new control system with E10 series servo drives of Co-Trust, to use its built-in motion control functions, making up the drawbacks of PLC scan cycle due to pulse-control mode, the new system is high-speed, high precision, economy and can adapt to market demand changes quickly. After the test of practice, the performance is rather satisfactory.
关键词:贴标机伺服E10 Co-Trust PLC
Keywords: Labeler Servo E10 Co-Trust PLC

立式标贴机
1.1贴标机介绍
贴标机(Labeller),是以粘合剂把纸或金属箔标签粘贴在规定的包装容器上的设备。贴标签机是现代包装不可缺少的组成部分。目前我国生产贴标机的种类正在逐步增加,技术水平也有了很大的提高,已从手动、半自动贴标的落后局面,转向自动化高速贴标机占据广大市场的格局。
1.2 贴标机分类
产品的型式分为直线式贴标机和回转式贴标机。
主要分类有:全自动立式圆瓶贴标机,全自动卧室圆瓶贴标机,全自动转角贴标机,全自动红酒贴标机,平面贴标机,上下不干胶贴标机,双侧气动贴标机,单侧贴标机,半自动平面贴标机等。
目前合信技术的产品已经成功用于全自动立式圆瓶贴标机、平面贴标机、上下不干胶贴标机、单侧贴标机等机型。
1.3 贴标机控制原理
工作过程的开始是瓶子(纸盒)在传送带上以一个不变的速度向贴标机进给。机械上的固定装置将瓶子之间分开一个固定的距离,并推动箱子沿传送带的方向前进贴标机的机械系统包括一个驱动轮, 一个贴标轮,和一个卷轴。驱动轮间歇性地拖动标签带运动,标签带从卷轴中被拉出,同时经过贴标轮贴标轮会将标签通过不干胶粘帖在瓶子上。在卷轴上采用了开环的位移控制,用来保持标签带的张力因为标签在标签带上是彼此紧密相连的,所以标签带必须不断起停。
标签是在贴标轮与箱子移动速度相同的情况下被贴在箱子上的。当传送带到达了某个特定的位置时,侧物传感器感应,标签带驱动轮会加速到与传送带匹配的速度,贴上标签后,当检测到色标传感器时,伺服电机在走定定长距离,再减速到停止。
由于标签带有可能会产生滑动,所以它上面有登记标志,用来保证每一张标签都被正确地放置。登记标志通过一个传感器来读取,在标签带减速阶段,驱动轮会从新调整位置以修正标签带上的任何位置错误。
1.4、控制方案
新型立式贴标机控制方案选用合信控制产品:CTSC 100系列PLC、E系列E10伺服驱动器、TP07 触摸屏。
贴标机核心的送标控制部分由E10驱动器内置色标捕捉定长定位功能实现;PLC完成贴标机的外部逻辑处理和进行对送标动作的触发;触摸屏拥有双通讯口,一个通讯口同E10驱动器采用Modbus通讯,设置贴标动作的参数(如速度、位置以及延时时间等),并监视驱动器的状态;另一个通讯口同PLC连接(PPI通讯协议)起来以进行机器的其它逻辑动作的控制和相关参数设置。
1.5、驱动器内置路径规划与时序
在采用E10驱动器内置功能控制直线式贴标机时,E10驱动器工作在“特殊速度-位置模式”。将测物传感器连接到伺服驱动器DI4,色标传感器连接到伺服驱动器DIR-
触发贴标动作的两个传感器为:测物传感器与色标传感器,测物传感器连接到伺服驱动器 I/O 接口的DI4 ,色标传感器连接到伺服驱动器I/O 接口的DIR-。
在启动贴标机工作时,主轴传送带将需要贴标的瓶运送过来,当测物传感器检测到信号后,驱动其以设定的贴标速度控制电机运行;当电机运行经过设定的长度后,驱动器启动连接色标传感器的输入,进入色标捕捉状态(色标传感器输入连接的是E10驱动器的高速输入接口,其信号采集周期为2微妙);当色标传感器检测到色标信号后,驱动器从速度模式平滑切换的到位置模式,根据在HMI上设置的运动脉冲数以及加减速时间完成定长运动。从而实现每次贴标的精准定位;当定产运行完成后,驱动器输出一个动作完成信号,表示此次贴标动作完成,系统可以进行下一次贴标动在。通过实际的运用,可以很好的避免由于受干扰丢失脉冲的问题,而且不会出现重复误差累积的问题。
1.1信号触发时序图
1.6、方案对比
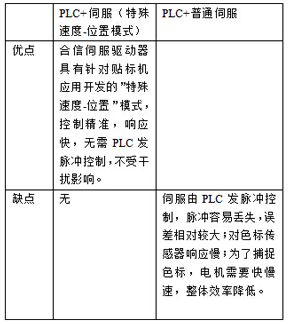
合信E10伺服驱动器内E10驱动器内置色标捕捉定长定位功能具有显著的优点,能够出色完成贴标机控制需求。在本文的立式贴标机中,这种方案出色完成控制任务,同客户之前方案相比,设备生产效率提高30%,并且适应性强,可以用于不同种类和动作要求的贴标设备。